
Dry vs Oil Vacuum Pumps: 3 Main Differences
Today we cover a commonly discussed subject: Dry Pumps vs Oil Vacuum Pumps
There are three main differences between dry and oil-lubricated vacuum pumps; air removal, overall volume, and life span.

1) Air Removal
The first reason to consider an oil-lubricated vacuum pump over a dry vacuum pump is air removal. Dry vacuum pumps in chamber vacuum sealers tend to pull roughly 90% of the oxygen out of a package.
Dry pumps in edge, suction, and external vacuum sealers pull as low as 80% of the air out of a singular pouch! However, oil pumps in a chamber vacuum sealer can pull at minimum 99.8% of the oxygen out of a package. That is up to a 19.8% air removal difference when comparing a simple foodsaver to a JVR Vac100.

2) Overall Volume
The overall volume difference is the second reason to consider an oil-lubricated vacuum pump over a dry pump. Oil-lubricated rotary vane vacuum pumps run much quieter on average than dry piston pumps do. The difference between oil and dry pumps is roughly 20 dB when comparing an edge sealer vs a chamber vacuum sealer!
That is an astounding difference! Need a unit that will not disrupt the peace of your home or ongoing phone calls? Consider an oil-lubricated rotary vane vacuum pump chamber vacuum sealer.
CLICK IMAGE TO ENLARGE
3) Life Span
Before we discuss the last difference between dry and oil-lubricated pumps, it’s important to note the price ranges for units with different style pumps. Units with oil pumps tend to be higher in price (roughly $900) when compared to dry pump units ($100-$600).
Many of the cheaper, dry pump units also advertise machines as maintenance-free, which sounds great when compared to a maintenance pump such as an oil-lubricated one. If you are sealing moisture-free products, such as dry beans and rice, maintenance-free pumps will serve you well. However, if you plan to package products that contain moisture such as steaks, briskets, chicken, or salmon, maintenance-free pumps then become an issue.
If moisture enters a dry pump and gets trapped inside, a corrosion process can occur internally. Unfortunately, when this happens, there’s no maintenance that can be done to stop the process.
However, oil-lubricated pumps were designed to require regular maintenance. In turn, proving a longer life span for your vacuum chamber sealer. When moisture enters an oil pump, it mixes with the oil. Once the oil reaches a certain temperature, the oil and water can separate, and the moisture is expelled through the exhaust. Therefore, this process promotes an almost moisture-free pump with a much longer lifespan!
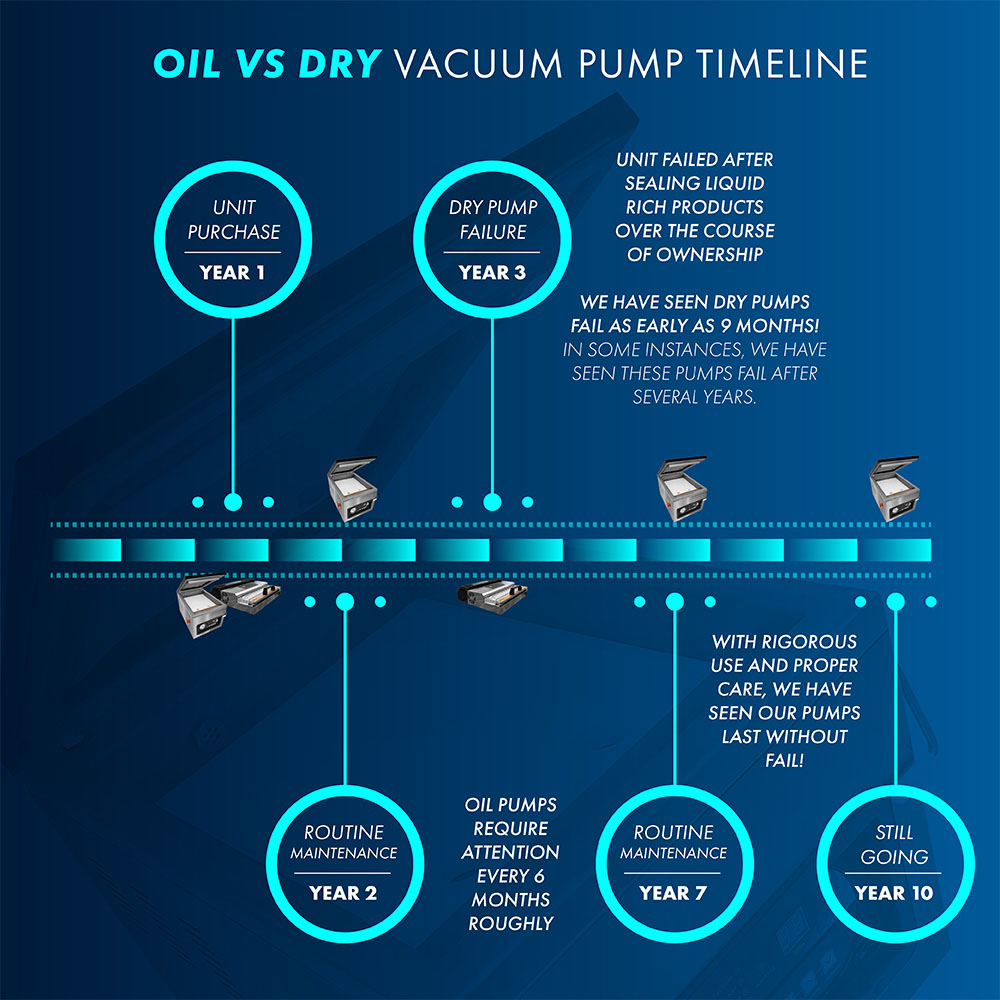
We have personally witnessed dry piston pump chamber vacuum sealers sell for $600 and then break 9 months later! JVR Industries has bore witness of the oil pumps in a chamber vacuum sealer lasting over 10+ years with rigorous use and proper care in a farm setting.
Who is JVR Industries, Inc.®?
We have been specializing in vacuum packaging, since 1972! JVR service vacuum packaging equipment that is 20+ years old with our seasoned expertise. JVR covers a wide range of vacuum packaging equipment including rollstock thermoformers, chamber vacuum sealers, dip tanks, brine injectors, and more! We are not limited to equipment either. JVR sells vacuum sealer bags/rolls, chamber pouches, rollstock films, chamber vacuum shrink bags, boneguard, and more! We are proud supplier of a huge selection of packaging supplies and equipment. Contact us today for any or all of your vacuum packaging needs!

JVR VacSeries – Chamber Vacuum Sealers
As mentioned above, all our JVR VacSeries units are equipped with oil-lubricated vacuum pumps to provide high vacuum draw and 99% air removal. So don’t spend time worrying about partial vacuum and low vacuum draws. Find a long-lasting vacuum pump in our Vac100 or Vac110.
The Vac100 is equipped with a commercial-grade, oil-lubricated rotary vane vacuum pump capable of achieving vacuum seal levels exceeding 29.5″ Hg. The Vac110 is also equipped with a powerful rotary vane vacuum pump. The 1/3hp, oil-lubricated high-performance vacuum pump is capable of evacuating 99% of the air in 30 seconds.




